 English
English русский
русский

Принципы проектирования системы литников пластиковой литьевой формы
1. Качество на первом месте
Проектирование системы литников оказывает большое влияние на качество детали, во-первых, литник следует устанавливать в наиболее удобной части пластиковой детали для удаления, при этом внешний вид пластиковой детали не должен пострадать по возможности. Во-вторых, положение и тип литника напрямую влияют на качество формования пластиковых деталей, неразумная система литников может вызвать такие дефекты, как сварные швы, плохое заполнение, следы потока и даже привести к поломке формы.
2. Баланс заполнения
В литьевой форме с одной полостью расстояние между положением литника и каждой частью полости должно быть максимально равным, чтобы расплав одновременно заполнял все углы полости; в литьевой форме с несколькими полостями литник к каждой полости должен быть максимально равным, чтобы расплав мог одновременно заполнить все полости. Кроме того, одинаковые пластиковые детали должны подаваться с одного и того же положения, чтобы обеспечить их взаимозаменяемость.
3. Минимальный объем
Расположение полостей должно быть максимально компактным, поток системы литников должен быть как можно короче, форма и размер поперечного сечения литника должны быть разумными, чем меньше объем системы литников, тем лучше, это имеет следующие преимущества:
① Меньше потери тепла и давления расплава в системе литников;
② Лучше вентиляция формы;
③ Форма поглощает меньше тепла от системы литников, контроль температуры формы проще;
④ Чем короче время течения расплава в системе литников, тем короче цикл формы;
⑤ Меньше отходов в системе литников, меньше пластика тратится впустую;
⑥ Размер формы меньше.
4. Кратчайший цикл
В случае формы с одной полостью следует обеспечить, чтобы расплав заполнил все углы полости почти одновременно; при форме с несколькими полостями следует обеспечить, чтобы каждая полость заполнялась почти одновременно. Таким образом, можно гарантировать качество формования пластиковых деталей и минимизировать цикл впрыска. При проектировании системы литников необходимо также стараться уменьшить сопротивление расплава и увеличить скорость заполнения расплава. Литник должен уменьшить изгибы, и по возможности использовать дуговые переходы при поворотах. Однако, чтобы уменьшить сопротивление расплава, часто не рекомендуется полировать поверхность литника до очень низкой шероховатости, поскольку подходящая шероховатость может оставить холодный материал с передней части расплава на стенке литника (стенка литника эквивалентна множеству миниатюрных холодных колодцев). В общем, шероховатость поверхности литника Ra может составлять 0,8~1,6 мкм.
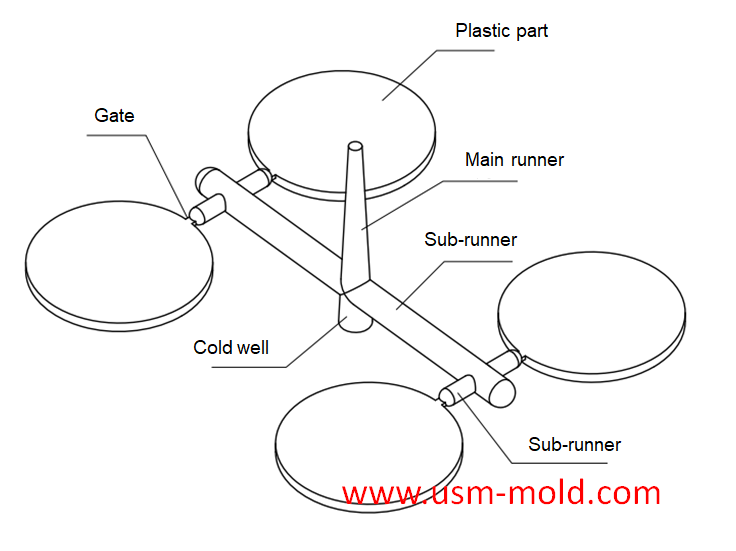
Типичная система литников



Различные принципы обработки системы охлаждения пластиковой литьевой формы
Feb 22, 2022Принципы различной обработки: 1. Температура формы различается в зависимости от используемого пластика, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...view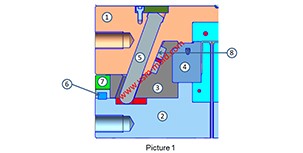
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view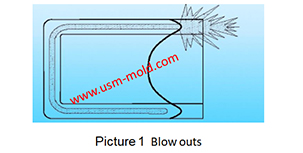
Дефекты изделий при литье с газовой поддержкой и их решения
Apr 28, 2022Распространенные дефекты и решения при литье с газовой поддержкой: 1. Газ выдувает расплав, как на рисунке 1. Причина: недостаточное предварительное заполнение. Когда пластиковая деталь представляет собой...view
Вентиляция поверхности разделения
Mar 7, 2022Вентиляционный канал на поверхности разделения легко чистить и обрабатывать, он не склонен к засорению и обладает хорошим вентиляционным эффектом, это основная область, через которую выводится газ...view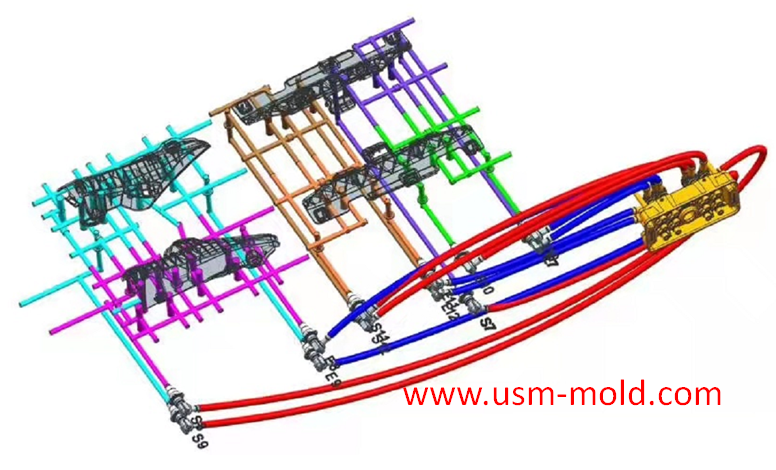
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view
Проектирование системы литников пластиковой литьевой формы
Jan 16, 2022Литник — это соединительная часть между литником и полостью, а также конечная часть системы литников литьевой формы, расплавленный пластик поступает в полость и сторону сердечника через литник...view