 English
English русский
русский

Принципы проектирования толщины стенок пластиковых изделий
Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем:
1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку, хорошее формование, высокую точность размеров и высокую производительность. Если равномерная толщина стенок невозможна из-за особых требований к пластиковым деталям, следует использовать наклонную плоскость для постепенного перехода между толстыми и тонкими стенками. Кроме того, соотношение толщин должно строго контролироваться следующим образом: термореактивный пластик: прессование 1:3, экструзия 1:5, термопластик: литье под давлением 1:(1,5~2);
2. При условии соблюдения требований к конструкции и использованию пластиковых деталей следует использовать как можно меньшую толщину стенок, чтобы: форма охлаждалась быстрее, вес детали был меньше и экономился материал;
3. Толщина стенок пластиковой детали должна выдерживать удары и вибрации устройства выталкивания формы и т.д.;
4. Должна быть достаточная толщина в местах соединения и крепления пластиковой детали, в месте установки вставки и в месте соединения расплава пластика у отверстия (сварной шов);
5. При определении толщины стенок необходимо учитывать требуемую прочность при хранении и транспортировке;
6. Для соответствия толщине стенок, необходимой для заполнения расплавом во время формования, следует избегать недостаточного заполнения или тонких стенок, которые легко прожигаются, а также разрыва расплава или толстых стенок, которые склонны к образованию впадин;
7. Разные пластики имеют разные разумные толщины стенок из-за различий в текучести, подробности см. в списке 1;
8. Уровень огнестойкости, требуемый для изделия: разные классы огнестойкости соответствуют разным толщинам стенок изделия. Если толщина стенок изделия уже определена, для достижения требуемого уровня огнестойкости часто требуется заменить материал на более высокий класс; если подходящего материала нет, необходимо увеличить толщину стенок изделия.
_20250310164515A048.webp "Форма для сенсорного выключателя")


Точки проектирования системы литников пластиковой литьевой формы
Jan 9, 2022При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически...view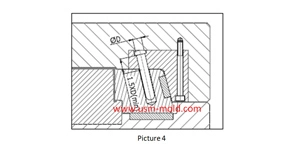
Общие методы крепления углового штифта
May 10, 2024Угловой штифт является распространенной частью приводного ползуна, и методы крепления и установки следующие: 1. Проходит непосредственно через пластину формы и фиксируется верхней пластиной,...view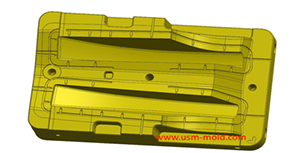
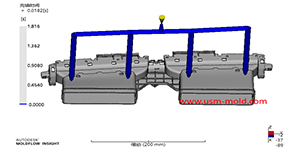
Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view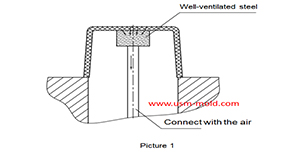
Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
Mar 14, 2022Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет...view
Классификация механизмов бокового разделения и вытяжки сердечника
Jul 17, 2022Согласно структурным характеристикам пластикового литья, механизмы боковой вытяжки сердечника делятся на следующие шесть категорий: 1. Механизм боковой вытяжки сердечника «слайдер + направляющий...view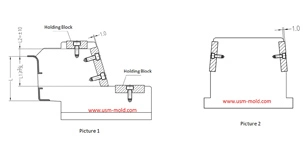
Требования к проектированию износостойкой пластины ползуна
Jan 2, 20241. Износостойкая пластина ползуна требует закалки, твердость 45-48HRC; 2. Трение поверхности износостойкой пластины должно быть на 1.0 мм выше поверхности ползуна (см. рисунок 1);...view