 English
English русский
русский

Принципы проектирования системы охлаждения пластиковой литьевой формы
Принципы проектирования системы охлаждения
Для повышения эффективности системы охлаждения и обеспечения равномерного распределения температуры на поверхности полости следует соблюдать следующие принципы при проектировании системы охлаждения:
1. При проектировании формы сначала следует учитывать метод охлаждения и расположение охлаждающего контура, должно быть достаточно места. Поток воды в охлаждающем отверстии должен быть турбулентным, настройка контура охлаждающей воды должна соответствовать потребностям процесса формования, а эффект охлаждения должен быть достаточным, равномерным и сбалансированным;
2. Учитывая разницу температур между входом и выходом, падение давления потока (рассчитать диаметр и длину трубы). Уменьшайте разницу температур между входом и выходом охлаждающей воды (5°C для обычных форм и 2°C для прецизионных форм). Длина охлаждающего контура должна быть менее 1,2–1,5 м, скорость потока должна контролироваться в диапазоне 0–1,0 м/с, количество изгибов в контуре не должно превышать 15, при последовательном соединении водяного барьера количество поворотов составляет 4 раза. Для средних и крупных форм охлаждающую водяную трубу можно разделить на несколько независимых контуров, чтобы увеличить поток хладагента, снизить потери давления и повысить эффективность передачи, охлаждающий эффект от использования нескольких тонких труб лучше, чем от одной трубы большого диаметра;
3. Количество отверстий для охлаждающей воды должно быть максимально большим, а диаметр отверстий — как можно большим (размер выбирается в зависимости от формы пластиковой детали и структуры формы, внутренний диаметр водяной трубы и соединителя должен быть равен диаметру охлаждающего отверстия), количество, интервал и расстояние до поверхности формовочного пространства существенно влияют на контроль температуры формы;
4. Температура формы вблизи литника выше, и охлаждающий контур следует располагать от внутренней части (рядом с литником) к внешней (далеко от литника), основная часть литника формы часто контактирует с соплом литьевой машины, температура вблизи литника высокая, поэтому охлаждение следует усилить, при необходимости проектировать отдельный охлаждающий канал;
5. Поскольку температура в месте сварного шва самая низкая, избегайте установки охлаждающей трубы в сварной части изделия, иначе температура упадет, сварной шов станет более заметным, а прочность сварки пластиковой детали снизится;
6. Входные и выходные трубные соединения должны располагаться на стороне, противоположной рабочей поверхности;
7. Охлаждающий контур стороны полости и сердечника формы должен быть разделен, обратите внимание на баланс охлаждения между полостью и сердечником, поэтому проектировщик должен уделять особое внимание эффекту охлаждения сердечника и обеспечивать полное охлаждение и сбалансированную усадку пластиковой детали. Проектировщик должен тщательно следить за эффектом охлаждения полости и сердечника, а изделие должно быть полностью охлаждено и иметь сбалансированную усадку.
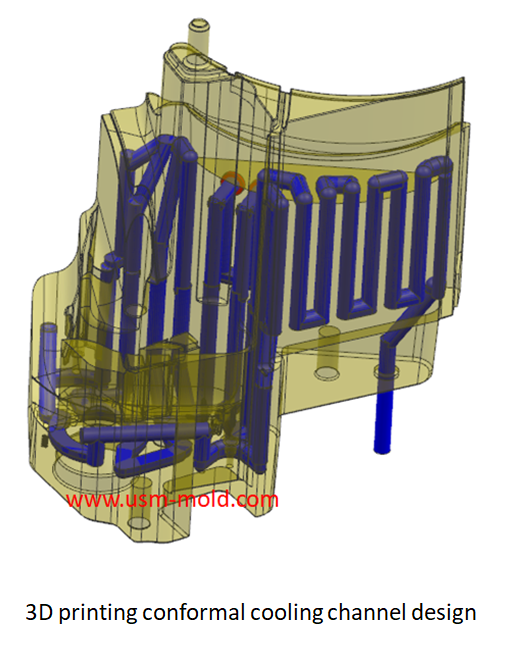
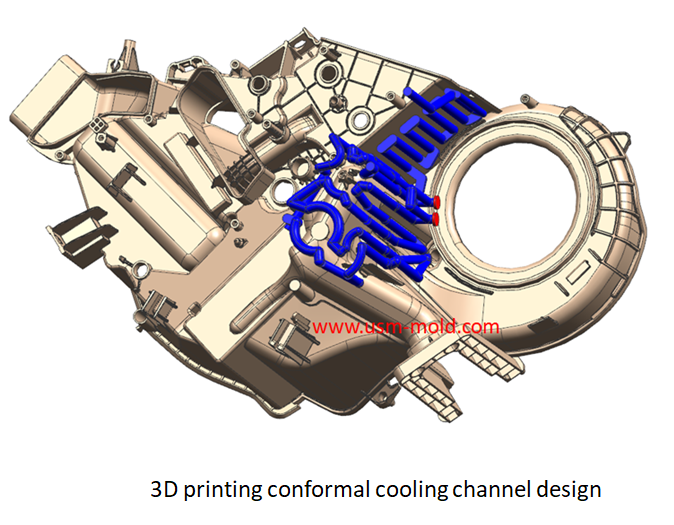
_20250310164515A048.webp "Форма для корпуса видеодомофона")


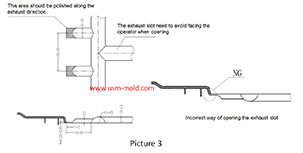
Стандарт проектирования вентиляционного канала
Mar 3, 2022Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала...view
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view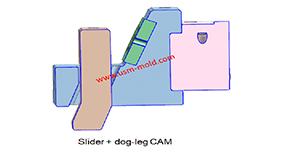
Классификация механизмов бокового разделения и вытяжки сердечника
Jul 17, 2022Согласно структурным характеристикам пластикового литья, механизмы боковой вытяжки сердечника делятся на следующие шесть категорий: 1. Механизм боковой вытяжки сердечника «слайдер + направляющий...view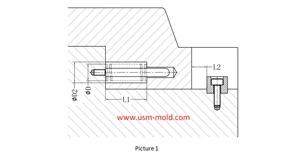
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view
Точки проектирования системы литников пластиковой литьевой формы
Jan 9, 2022При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически...view
Вентиляция поверхности разделения
Mar 7, 2022Вентиляционный канал на поверхности разделения легко чистить и обрабатывать, он не склонен к засорению и обладает хорошим вентиляционным эффектом, это основная область, через которую выводится газ...view