 English
English русский
русский

Методы контроля температуры пластиковой литьевой формы
За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем теплопроводности. Теплоносители включают воду, масло и бериллиевую медь и т.д., иногда также используются алюминиевые сплавы.
Температура формы обычно контролируется путем регулировки температуры теплоносителя и добавления теплоизоляционных плит и нагревательных стержней.
Более низкая температура формы обычно достигается путем пропускания теплой воды (около 25°C) к полости и «замороженной воды» (около 4°C) к сердечнику, когда литник теплоносителя, то есть охлаждающий водяной литник, не может пройти через определенные части, следует использовать материалы с более высокой эффективностью теплопередачи (например, бериллиевую медь и т.д.) для передачи тепла к теплоносителю.
Для повышения температуры формы обычно используется пропускание горячей воды и масла через охлаждающий водяной литник, когда температура формы высокая, можно использовать электрический нагревательный стержень для нагрева, для форм, которые нужно нагревать, чтобы предотвратить потерю тепла из-за теплопроводности, следует добавить смоляную изоляционную плиту к панели формы.
В форме с горячим литником температура литниковой плиты должна быть высокой, и ее необходимо нагревать нагревательным стержнем. Чтобы избежать передачи тепла от литниковой плиты к полости, что затрудняет охлаждение полости, при проектировании следует минимизировать контактную поверхность с полостью и использовать теплоизоляционный лист для изоляции.
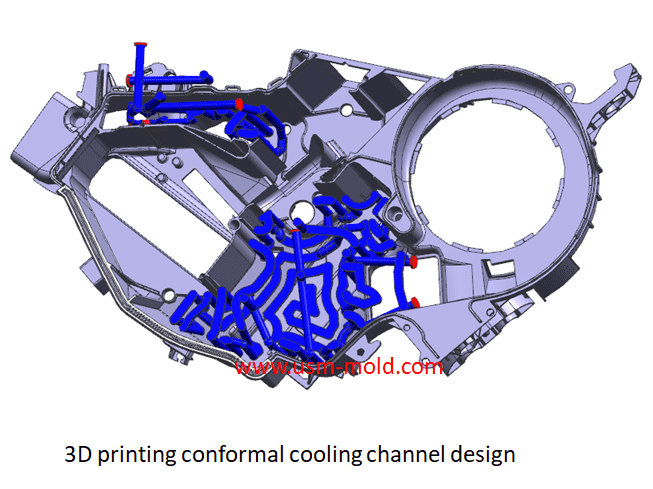
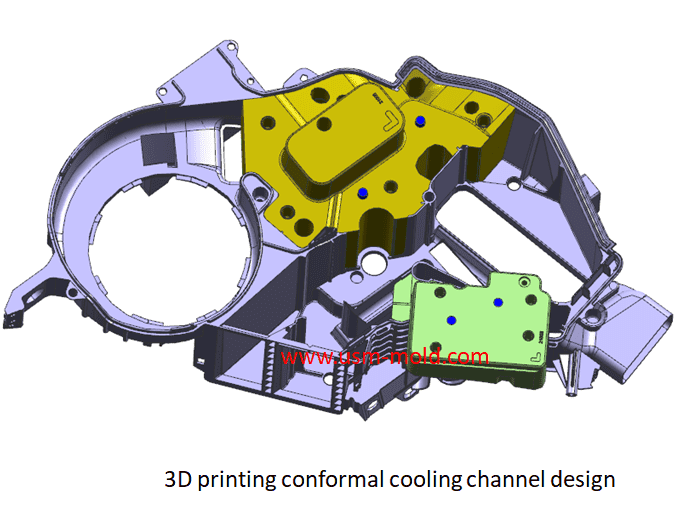
Во многих случаях литьевые формы нуждаются в охлаждении, и основным способом охлаждения является обработка охлаждающих водяных литников в форме, основными формами охлаждающих водяных каналов являются: прямые водяные литники, круговые водяные литники, теплопроводящие водяные литники, диафрагменные водяные литники, спиральные водяные литники и струйные водяные литники. Большинство форм в реальном дизайне охлаждаются прямыми водяными литниками, когда форма пластиковых деталей особенная, они чаще всего охлаждаются комбинацией прямых водяных литников и других охлаждающих водяных литников.
Факторы, которые следует учитывать при проектировании системы контроля температуры:
1. Толщина стенки, проекционная площадь и структурная форма литой пластиковой детали;
2. Производственная партия пластиковых деталей;
3. Свойства формованных пластиков;
4. Размер и структура формы, а также вставные части;
5. Тип литника и расположение горячего литника.
_20250310164515A048.webp "Форма для пластиковой коробки")

_20250317091113A018.jpg)
Основные моменты проектирования литья с газовой поддержкой
Apr 17, 20221. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом; 2. Газовый канал должен быть расположен сбалансированно...view
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view
Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view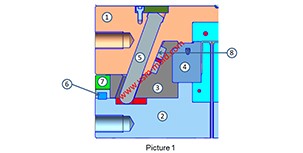
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view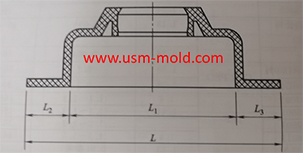
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view