 English
English русский
русский

Банановый литник в проектировании системы литников пластиковой литьевой формы
Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди них боковой литник делится на язычковый литник, защитный ушной литник, веерный литник, тонкий литник и т.д., подлитник делится на подлитник, банановый литник, нисходящий литник и т.д.
По степени автоматизации производства делится на ручное удаление и автоматическое удаление, боковой литник и прямой литник требуют ручного удаления после производства, а подлитник, точечный литник и клапанный литник горячего литника удаляются автоматически.
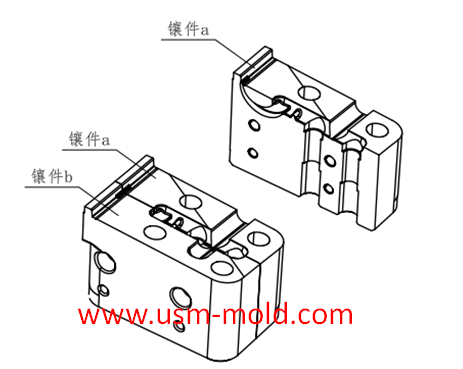
Банановый литник: банановый литник эволюционировал из подлитника (как показано на рисунке 1), поскольку он имеет форму, похожую на рог коровы, его также обычно называют подлитником, он имеет схожие характеристики с подлитником, отличие в том, что обработка бананового литника сложнее, и обычно необходимо изготовить вставку литника (как показано на рисунке 2), открытие изгиба формы может автоматически оторвать литник и положение литника, также банановый литник может входить только в сердечник и не может быть сделан на стороне изделия, как подлитник.

Преимущества:
1. Изготовленный профессиональным поставщиком литья под давлением, литник может быть автоматически отрезан, исключая вторичную обработку и реализуя автоматизированное производство;
2. Положение литника большое, и его можно свободно устанавливать снаружи или внутри изделия;
3. Литник маленький, что мало влияет на внешний вид изделия, некоторые подлитники трудно увидеть глазом;
4. Структура формы может быть упрощена, для некоторых изделий с высокими требованиями к внешнему виду, если использовать точечный литник, необходимо использовать форму с тремя плитами, но достаточно формы с двумя плитами, если перейти на подлитник, что может снизить сложность структуры формы, а также уменьшить толщину формы и сэкономить затраты на форму.
Недостатки:
1. Большая потеря давления, поскольку подлитник обычно относительно маленький, обычно в диапазоне Ø0,8~2,0 мм, когда пластик проходит через маленький литник, теряется большая часть давления;
2. Обработка сложнее, такие маленькие литники обычно требуют изготовления вставок литника;



Обычные охлаждающие литники пластиковой литьевой формы
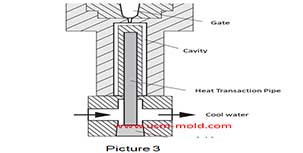
Feb 17, 20221. Прямой охлаждающий водяной литник: прямой охлаждающий литник — наиболее часто используемый литник для пластиковой литьевой формы, а также самый удобный тип охлаждения для обработки...view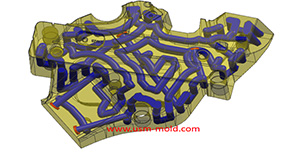
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view_20250317091113A018.jpg)
Основные моменты проектирования литья с газовой поддержкой
Apr 17, 20221. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом; 2. Газовый канал должен быть расположен сбалансированно...view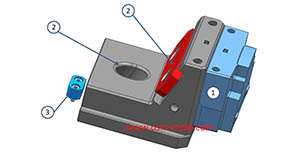
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view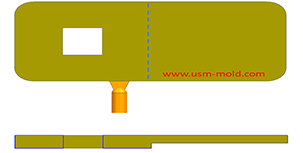
Определение положения литника в проектировании системы литников пластиковой литьевой формы
Jan 17, 2022При выборе положения литника следует обратить внимание на следующие моменты: 1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view