 English
English русский
русский

Проектирование ребер пластиковых деталей
Функция ребер:
Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости, это также способствует потоку пластикового сырья во время литья под давлением, что является лучшим способом снизить цену за единицу изделия и увеличить прочность изделия.
Чтобы обеспечить прочность и жесткость пластиковой детали без увеличения толщины стенок, ребра можно расположить в подходящих местах пластиковой детали для предотвращения деформации, ребра также служат для позиционирования сборочных компонентов, для соответствия деталей, для остановки и направления механизма, а ребра могут также выступать в качестве внутреннего канала потока, улучшая поток пластика во время процесса литья под давлением с несколькими полостями и помогая заполнению полости формы.
Опыт проектирования размеров ребер
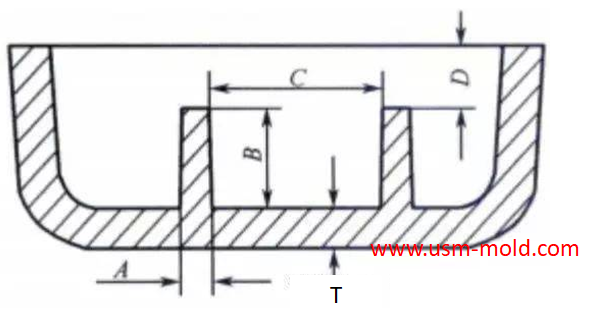
Проектирование размеров ребер показано на рисунке 1 следующим образом:
Размер A — это толщина большого конца ребра, диапазон значений обычно находится между 0,4 и 0,6T, значение составляет 1/3 от толщины основной стенки, если при проверке формы определяется, что оно слишком тонкое, его можно соответственно увеличить, размер B — это высота ребра, общим требованием является не более 3T, при условии удовлетворения прочности и жесткости высота ребра должна быть как можно ниже.
Размер C — это расстояние между двумя ребрами жесткости, общим требованием является не менее 4T, но это не обязательно быть больше 4T. Например, два ребра жесткости должны быть спроектированы в конструкции обратного упора, но расстояние между двумя ребрами жесткости меньше 4T.
Размер D — это расстояние между верхним концом ребра и самым высоким краем детали, общим требованием является не менее 1,0 мм, его можно регулировать в зависимости от фактического проектирования, и максимум может быть выровнен.
Расчет прочности ребер
Рассчитывается по поперечному сечению плоского пластикового изделия, при увеличении толщины стенки на каждые 10% жесткость плоскостности детали увеличивается примерно на 33%, для простой поверхности увеличение толщины на 25% может увеличить жесткость оболочки в один раз, соответствующая прочность рассчитывается по аналогии.
Типы и расположение ребер
В настоящее время типы ребер жесткости на изделии включают полосовые, колодцеобразные, веерные, X-образные, круглые и комплексные (комплексная форма = колодцеобразная + круглая + X-образная).
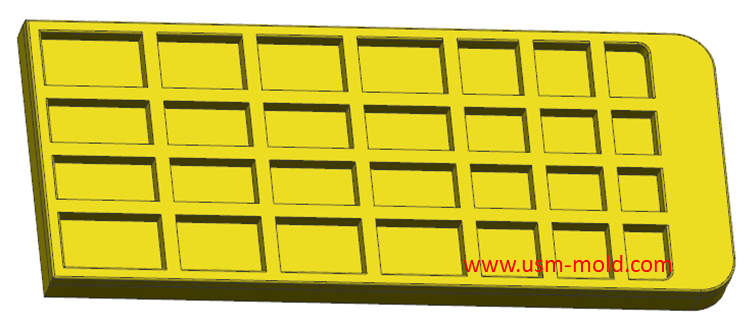
Полосовые ребра
Полосовые ребра (как показано на рисунке 2) обычно проектируются для небольшой площади ребер на оболочке и не должны выдерживать высокие нагрузки, только увеличивают прочность одной оболочки. Если ребра слишком густые, это повлияет на прочность формы и легко прилипнет к задней форме на стороне сердечника при литье, расстояние между полосовыми ребрами определяется в зависимости от прочности стали формы, самая тонкая толщина стенки предельной стали формы составляет 0,6 мм, а высота не превышает 2 мм, острые углы формы не учитываются, в регулярной структурной форме большинство форм изготавливаются резкой проволокой. Для обработки, если мы хотим обеспечить хорошую прочность, необходимо проектировать толщину стенки формы выше 4 мм, высота ребра не превышает 8 мм, а последующее положение ребра увеличивается на 1 мм, толщина стенки формы увеличивается в 1–1,2 раза.
Колодцеобразные ребра/X-образные ребра
Колодцеобразные ребра обычно используются на деталях оболочки, которые могут быть спроектированы с большой площадью ребер (как показано на рисунке 3) и должны выдерживать высокие нагрузки, такие как шасси кронштейна дисплея, и детали оболочки, которые должны выдерживать изгибающие нагрузки.
Расстояние между колодцеобразными и X-образными ребрами обычно определяется в зависимости от прочности стали формы, самая тонкая толщина стенки предельной стали формы составляет 0,6 мм, а высота не превышает 2 мм, острые углы формы не учитываются, в регулярной структурной форме большинство форм используют резку проволокой для обработки, если мы хотим обеспечить хорошую прочность, необходимо проектировать толщину стенки формы выше 4 мм, высота ребра не превышает 8 мм, а последующее положение ребра увеличивается на 1 мм, толщина стенки формы увеличивается в 1–1,2 раза.
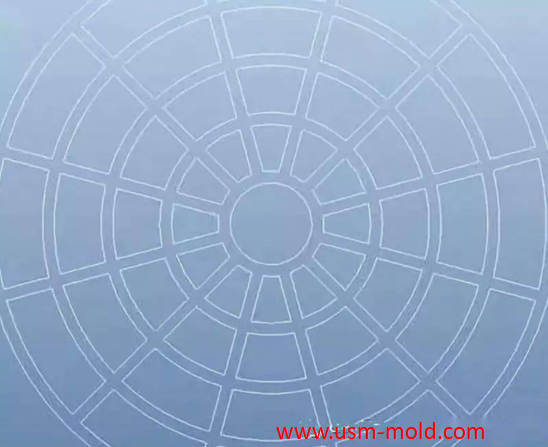
Круглые/веерные ребра
Круглые ребра и веерные ребра обычно используются в круглых изделиях или изделиях с радиальной симметрией (как показано на рисунке 4), таких как крышки, диски или другие подобные детали. Они обеспечивают равномерное распределение нагрузки и улучшают устойчивость изделия к деформациям.
Комплексные ребра
Комплексные ребра сочетают в себе несколько типов (колодцеобразные, круглые, X-образные) и применяются в сложных конструкциях, где требуется высокая прочность и жесткость в разных направлениях. Такие ребра часто используются в изделиях с нестандартной геометрией, где необходимо учитывать множество факторов нагрузки.
Рекомендации по проектированию
1. Избегайте слишком тонких ребер, чтобы предотвратить их ломкость и трудности при литье.
2. Учитывайте угол наклона ребер (обычно 1–2°) для облегчения извлечения из формы.
3. Равномерно распределяйте ребра, чтобы избежать концентрации напряжений.
4. Проверяйте совместимость ребер с системой охлаждения формы, чтобы избежать неравномерной усадки.
Эти принципы помогают достичь оптимального баланса между прочностью, технологичностью и эстетикой пластиковых деталей.



_20250317090912A017.jpg)
Введение в несколько распространенных процессов литья под давлением с водяной поддержкой
May 24, 2022В зависимости от конструкции литьевой машины и системы литья соответствующий процесс возврата расплава при литье с водяной поддержкой можно условно разделить на два типа: метод обратного потока...view
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view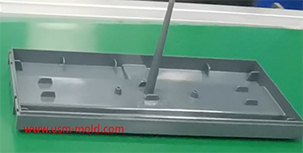
Прямой литник в проектировании системы литников пластиковой литьевой формы
Jan 19, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view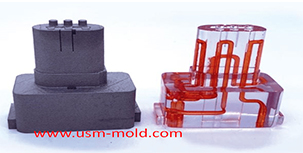
Конформный охлаждающий канал пластиковой литьевой формы
Feb 23, 2022Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати, благодаря своим особенностям обработки конформный охлаждающий литник может хорошо...view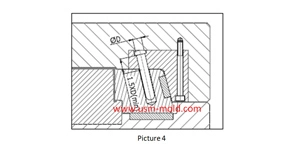
Общие методы крепления углового штифта
May 10, 2024Угловой штифт является распространенной частью приводного ползуна, и методы крепления и установки следующие: 1. Проходит непосредственно через пластину формы и фиксируется верхней пластиной,...view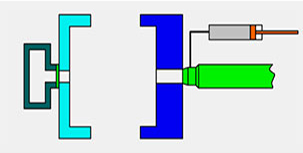
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view