 English
English русский
русский

Точечный литник в проектировании системы литников пластиковой литьевой формы
Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди них боковой литник делится на язычковый литник, защитный ушной литник, веерный литник, тонкий литник и т.д., подлитник делится на подлитник, банановый литник, нисходящий литник и т.д.
По степени автоматизации производства делится на ручное удаление и автоматическое удаление, боковой литник и прямой литник требуют ручного удаления после производства, а подлитник, точечный литник и клапанный литник горячего литника удаляются автоматически.
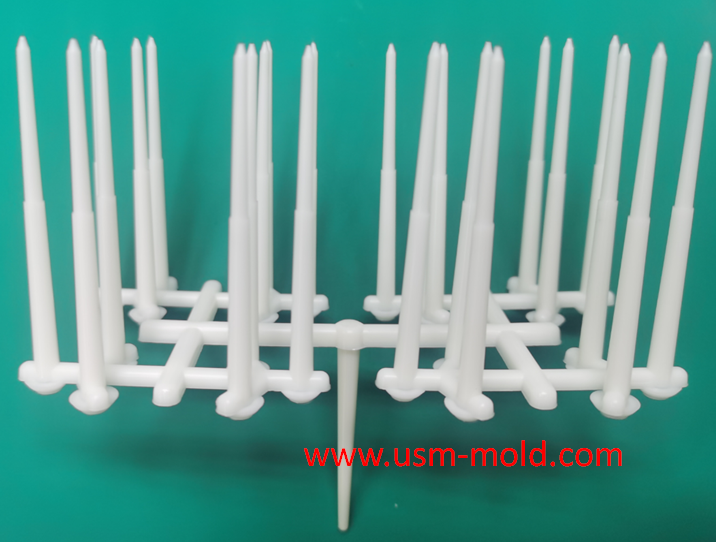
Точечный литник: точечный литник — это литник, поперечное сечение которого так же мало, как точка булавки (как показано на рисунке 1), поскольку литник очень маленький, скорость сдвига материала значительно увеличивается, а вязкость расплава сильно снижается, что способствует заполнению формы и особенно эффективно для пластиков, чувствительных к скорости сдвига, таких как ABS, PS, AS и т.д.; когда пластиковый расплав проходит через маленький литник из-за сильного трения и нагрева, температура расплава увеличивается, а вязкость расплава снова уменьшается, что улучшает текучесть расплава; поскольку литник маленький, удобно отделить пластиковую деталь от конденсата, что способствует автоматизированному производству; поскольку форма с точечным литником имеет дополнительную плиту литника, положение литника можно выбирать более свободно. Для пластиковых деталей с большой проекционной площадью или склонных к деформации можно использовать многоточечное питание для улучшения качества формования пластиковых деталей. Для формы с несколькими полостями легко достичь баланса каждой полости.
Преимущества:
1. Литник может быть автоматически отрезан, исключая необходимость последующей обработки и реализуя автоматизированное производство;
2. Положение литника и поверхность изделия могут быть выполнены в нескольких направлениях;
3. След литника маленький, что мало влияет на внешний вид изделия;
4. Литник может впрыскиваться в нескольких точках, напряжение и деформация невелики.
Недостатки:
1. Большая потеря давления, поскольку точечный литник обычно маленький, обычно в диапазоне Ø0,8~2,0 мм, большая часть давления теряется, когда пластик проходит через маленький литник;
2. Обработка сложнее, основание формы с точечным литником (также называемое формой с тремя плитами) требует двух открытий поверхности разделения при открытии формы: первый раз открывается плита сопла и плита А, чтобы разорвать литник, а второй раз открывается плита AB, чтобы отрезать литник (как показано на рисунке 2), поэтому цена этого типа формы будет выше, а структура сложнее;
_20250310164515A048.webp "Форма для голосового выключателя")



Что такое литье под давлением?
Dec 28, 2021Процесс получения изделий, отлитых под давлением, называется литьем под давлением, или просто литьем. Литье под давлением — это важный метод обработки полимеров, характеризующийся коротким...view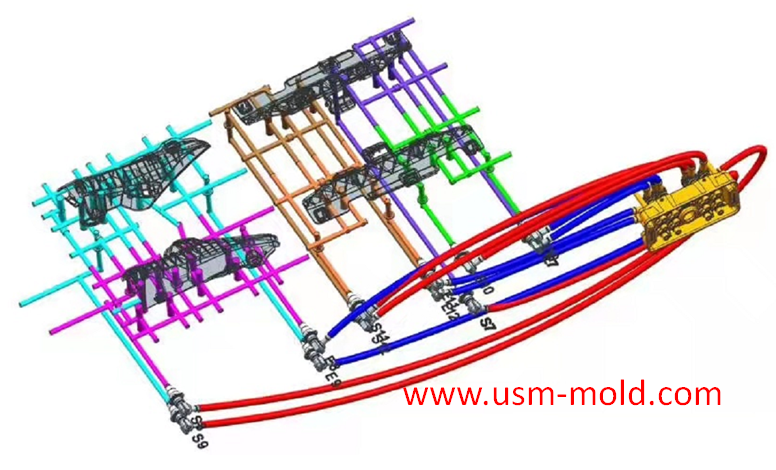
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view
Боковой литник в проектировании системы литников пластиковой литьевой формы
Jan 23, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Открытие блога USM
Oct 27, 2021Здравствуйте всем! Наш блог открывается сегодня, мы очень рады иметь возможность встретиться с вами здесь, добро пожаловать к нам в любое время, когда вам это понадобится. USM — это профессиональная компания по производству пластиковых литьевых форм и литью...view