English
English русский
русский

Поставщик форм
 Метод контроля температуры пластиковых инъекционных формКроме излучения тепла и конвекции тепла от формы, большая часть тепла, вносимого в форму пластиком, должна быть выведена из формы циркулирующей теплоносительной средой посредством теплопроводности...Больше+
Метод контроля температуры пластиковых инъекционных формКроме излучения тепла и конвекции тепла от формы, большая часть тепла, вносимого в форму пластиком, должна быть выведена из формы циркулирующей теплоносительной средой посредством теплопроводности...Больше+
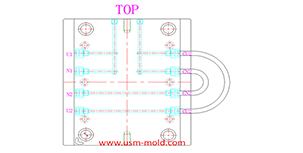
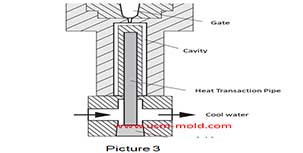 Обычные охлаждающие затворы пластиковых инъекционных форм1. Прямой охлаждающий водяной затвор: прямой охлаждающий затвор является наиболее часто используемым затвором для пластиковых инъекционных форм, а также наиболее удобным типом охлаждения для обработки...Больше+
Обычные охлаждающие затворы пластиковых инъекционных форм1. Прямой охлаждающий водяной затвор: прямой охлаждающий затвор является наиболее часто используемым затвором для пластиковых инъекционных форм, а также наиболее удобным типом охлаждения для обработки...Больше+
 Принцип баланса температуры формы в проектировании системы охлаждения пластиковых формПринцип баланса температуры формы: 1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью одинаковой, но следует сделать...Больше+
Принцип баланса температуры формы в проектировании системы охлаждения пластиковых формПринцип баланса температуры формы: 1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью одинаковой, но следует сделать...Больше+
 Различная обработка принципов системы охлаждения пластиковых инъекционных формПринцип различной обработки: 1. Температура формы различается в зависимости от разных пластиков, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...Больше+
Различная обработка принципов системы охлаждения пластиковых инъекционных формПринцип различной обработки: 1. Температура формы различается в зависимости от разных пластиков, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...Больше+
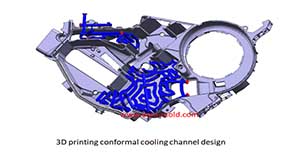
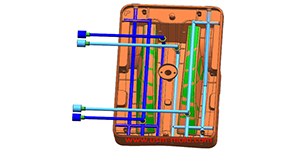
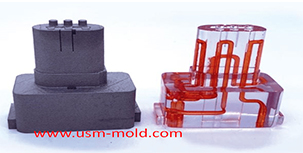 Конформный охлаждающий канал пластиковых инъекционных формКонформный охлаждающий затвор — это новый тип охлаждающего затвора формы, основанный на технологии 3D-печати, благодаря особенностям его обработки, конформный охлаждающий затвор может хорошо соответствовать форме изделия...Больше+
Конформный охлаждающий канал пластиковых инъекционных формКонформный охлаждающий затвор — это новый тип охлаждающего затвора формы, основанный на технологии 3D-печати, благодаря особенностям его обработки, конформный охлаждающий затвор может хорошо соответствовать форме изделия...Больше+
 Причины создания системы выпуска газа для инъекционных формГаз в инъекционной форме включает не только воздух в полости, но и воздух в затворе, а также газ разложения, образующийся из расплава пластика, и пар, вызванный пластиком при высокой температуре...Больше+
Причины создания системы выпуска газа для инъекционных формГаз в инъекционной форме включает не только воздух в полости, но и воздух в затворе, а также газ разложения, образующийся из расплава пластика, и пар, вызванный пластиком при высокой температуре...Больше+
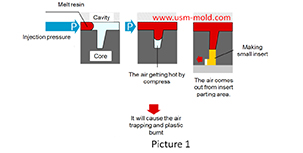 Основные причины захвата воздуха в пластиковых инъекционных формахВ процессе литья под давлением передний конец тонких ребер может захватить воздух и привести к сгоранию пластика, а также вызвать почернение и карбонизацию формованной детали. Механизм захвата воздуха...Больше+
Основные причины захвата воздуха в пластиковых инъекционных формахВ процессе литья под давлением передний конец тонких ребер может захватить воздух и привести к сгоранию пластика, а также вызвать почернение и карбонизацию формованной детали. Механизм захвата воздуха...Больше+
 Позиция захвата воздуха в полости и метод выпускаЗахват воздуха в полости обычно происходит в следующих местах: 1. Полость с тонкими стенками, конец потока расплава; 2. Стык двух или более расплавов; 3. Последняя область, куда расплав в полости достигает...Больше+
Позиция захвата воздуха в полости и метод выпускаЗахват воздуха в полости обычно происходит в следующих местах: 1. Полость с тонкими стенками, конец потока расплава; 2. Стык двух или более расплавов; 3. Последняя область, куда расплав в полости достигает...Больше+
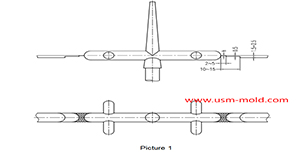
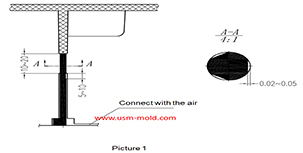
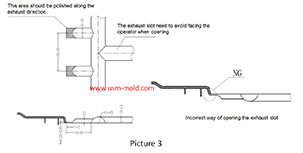 Стандарт проектирования выпускного пазаСистема выпуска должна обеспечивать плавный выход газа из полости, а также предотвращать попадание материала в выпускные каналы, что может привести к облою изделия или закупорке...Больше+
Стандарт проектирования выпускного пазаСистема выпуска должна обеспечивать плавный выход газа из полости, а также предотвращать попадание материала в выпускные каналы, что может привести к облою изделия или закупорке...Больше+