 English
English русский
русский

Ключевые моменты системы литников пластиковой литьевой формы
Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и производительность, сократив процесс подлитника и сопротивление потоку.
Требования к подлитнику:
① Минимизировать попадание воздуха в системе литников и холодного материала с передней стороны расплава в полость для улучшения качества формования.
② Сопротивление подлитника расплаву должно быть небольшим, а объемный расход должен быть большим, чтобы уменьшить потери давления и температуры, когда расплав проходит через литник.
③ Время затвердевания подлитника должно быть позже, чем время затвердевания расплава в полости, чтобы облегчить подачу материала.
④ Обеспечить, чтобы расплав быстро и равномерно поступал в каждую полость или в каждый угол одной и той же полости.
⑤ Длина литника должна быть как можно короче, а его объем — как можно меньше.
⑥ Форма и размер должны быть удобны для обработки и выбора инструмента.
⑦ Литник верхнего уровня на 10%~20% больше, чем литник следующего уровня.
Факторы, влияющие на проектирование подлитника:
① Геометрическая форма, толщина стенок, размер, стабильность, внутреннее качество и требования к внешнему виду пластиковых деталей.
② Разновидность пластиков, то есть текучесть, температура плавления и диапазон температуры плавления, температура затвердевания и скорость усадки пластика.
③ Давление, температура нагрева и скорость впрыска литьевой машины.
④ Способ отсоединения главного литника и подлитника.
⑤ Расположение полости, местоположение и тип литника.
Ключевые моменты проектирования подлитника проектирование:
Площадь поперечного сечения: как можно меньше при условиях процесса впрыска.
Распределение: компактное и симметричное, минимизировать общую площадь формовочной области.
Форма: отношение площади поперечного сечения к периметру как можно больше.
Длина: как можно короче; длина литников каждой полости должна быть максимально равной.
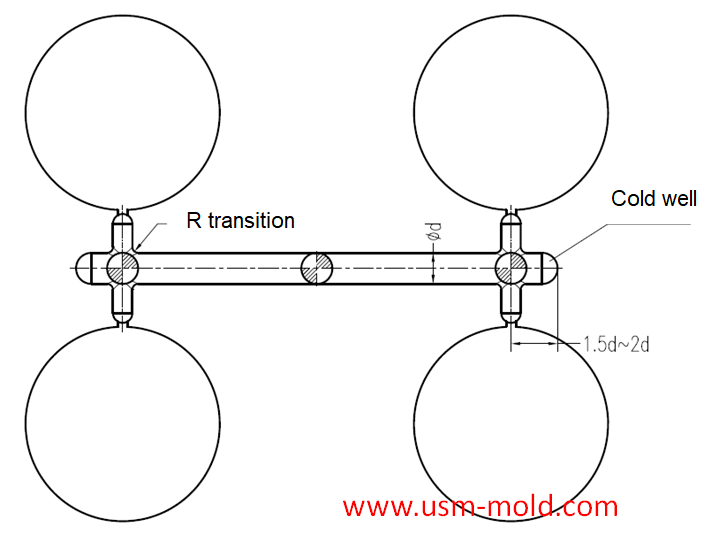
Повороты: как можно меньше и с закругленными переходами.
Шероховатость внутренней поверхности: не обязательно очень гладкая, чтобы внешний слой потока материала сформировал охлаждающий слой для сохранения тепла, Ra=0,8~1,6 мкм.
Извлечение конденсата: это особенно желательно, когда подлитник находится на стороне полости или он длинный, используется выталкиватель спру.
На конце подлитника должны быть предусмотрены холодный колодец и вентиляционный канал.



Что такое пластиковая литьевая форма?
Dec 27, 2021Пластиковая форма используется для литья под давлением, она собирается из полости, сердечника и бокового слайдера вместе с системой выталкивания и регулировками для производства пластиковых изделий различных форм и...view
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view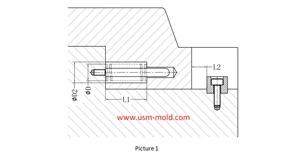
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view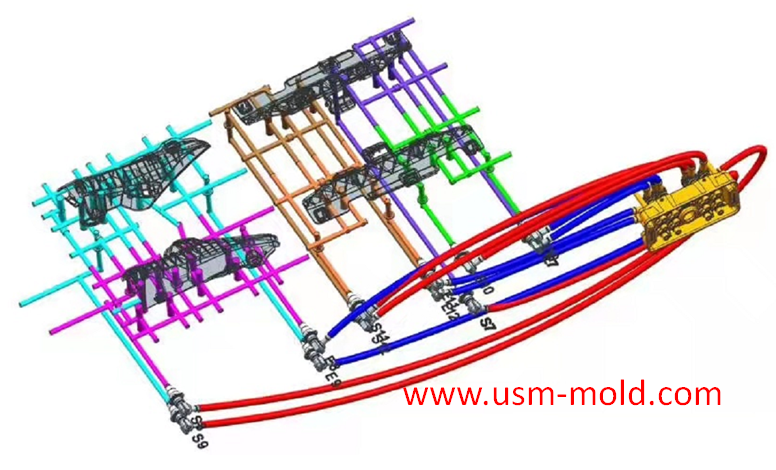
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view
Банановый литник в проектировании системы литников пластиковой литьевой формы
Feb 7, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Конформный охлаждающий канал пластиковой литьевой формы
Feb 23, 2022Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати, благодаря своим особенностям обработки конформный охлаждающий литник может хорошо...view