 English
English русский
русский

Стандарт проектирования вентиляционного канала
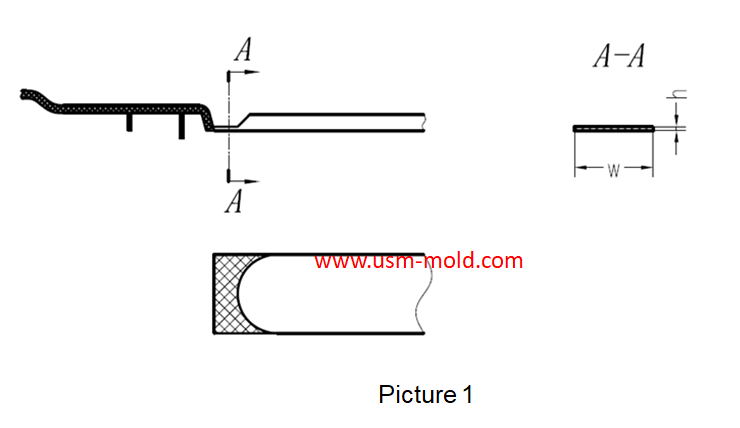
Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала во время массового производства. Большинство заводов по производству пластиковых форм и поставщиков пластиковых форм знают, что нужно открыть вентиляционный канал, но не знают, какой размер является разумным. Поэтому размер поперечного сечения дизайна на входе вентиляционной системы очень важен. Чтобы соответствовать вышеуказанным требованиям, входное сечение вентиляционной системы обычно проектируется как зазор с большим соотношением сторон (h/w) (см. рисунок 1), а глубина зазора (глубина вентиляционного зазора или вентиляционного канала) h, которая меньше значения перелива материала в форму, ограничена, обычно 0,02–0,05 мм; ширина зазора w определяется в зависимости от глубины зазора H и площади поперечного сечения A вентиляционного прохода, необходимой для отвода газа из полости формы во время заполнения (w≥A/h).
Площадь поперечного сечения A вентиляционного канала рассчитывается следующим образом: A=0,05V/N
В формуле: A — площадь поперечного сечения вентиляционного канала, мм²
V — общий объем полости и системы литья, см³
n — количество вентиляционных каналов
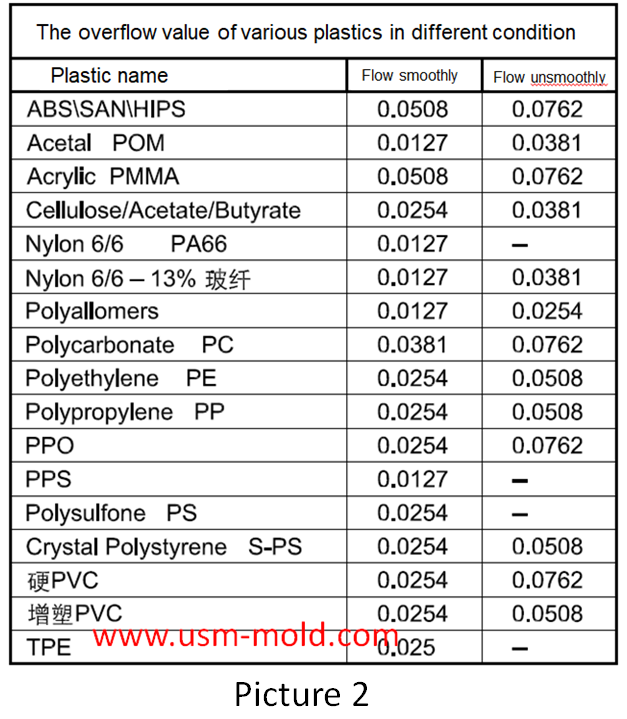
Значение перелива — это наименьший зазор, в который может流入 материал, значение перелива формовочного материала зависит от текучести материала, определяемой характеристиками материала и условиями процесса. Чем лучше текучесть, тем меньше значение перелива. Значения перелива для часто используемых пластмасс и стандартных условий формования показаны на рисунке 2 в следующей таблице.
Рисунок 3 показывает стандарт проектирования вентиляционного канала, а рисунок 4 показывает неправильный способ открытия вентиляционного канала.



Советы по проектированию слайдеров 2
Nov 22, 20239. Поверхность разделения формы слайдера должна быть по возможности выполнена как запорная поверхность, ширина запорной части должна составлять не менее 8 мм, и не делайте запорную поверхность;...view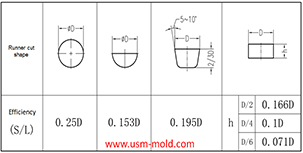
Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Jan 13, 2022Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб,...view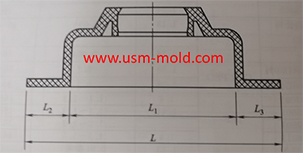
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view
Положение захвата воздуха в полости и методы вентиляции
Mar 2, 2022Захват воздуха в полости обычно происходит в следующих местах: 1. Тонкостенная структура полости, конец потока расплава; 2. Стык двух или более расплавов; 3. Последняя область, куда достигает расплав...view
Конформный охлаждающий канал пластиковой литьевой формы
Feb 23, 2022Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати, благодаря своим особенностям обработки конформный охлаждающий литник может хорошо...view
Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Feb 14, 2022Уведомление о проектировании системы охлаждения: 1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с...view