 English
English русский
русский

Принцип баланса температуры формы в проектировании системы охлаждения пластиковой формы
Принцип баланса температуры формы:
1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью一致ной, но следует стремиться к тому, чтобы температура формы была максимально сбалансированной, и не должно быть локального перегрева или переохлаждения.
2. Высокотемпературные области в форме включают: рядом с литниковой втулкой, рядом с литником и рядом с толстой стенкой пластиковой детали, эти области следует охлаждать.
3. Иногда требуется нагрев в тонкостенных областях.
4. Во время процесса охлаждения формы из-за явления теплового расширения и сжатия пластиковая деталь слегка отходит от фиксированной полости формы при затвердевании, в то время как сила сжатия на сердечнике становится все больше, и пластиковая деталь отсоединяется, больше тепла перед извлечением из формы передается сердечнику, поэтому сердечник должен быть в фокусе охлаждения.
5. Для контроля разницы температур охлаждающей воды на входе и выходе охлаждающего канала разница температур должна быть меньше или равна 2°C во время прецизионного литья под давлением, а в общем случае разница температур должна быть меньше или равна 5°C. Общая длина охлаждающего литника (длина в последовательности) не должна быть слишком большой, предпочтительно менее 1,5 м, а длина мертвой зоны должна быть как можно короче.
6. Охлаждающий канал должен быть спроектирован для съемника в форме с тремя плитами, чтобы температура формы могла стабилизироваться во время производственного процесса и цикл формования мог быть сокращен.
.png)

_20250310164515A048.webp "Форма для сенсорного выключателя")


Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view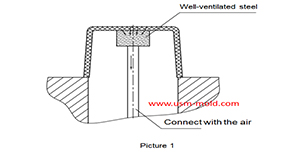
Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
Mar 14, 2022Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет...view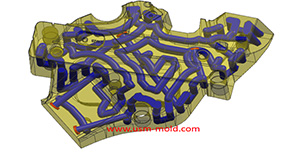
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view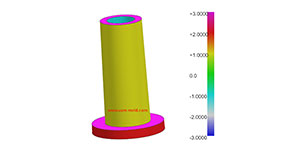
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view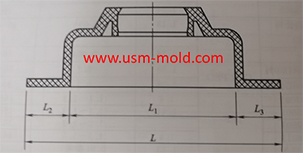
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view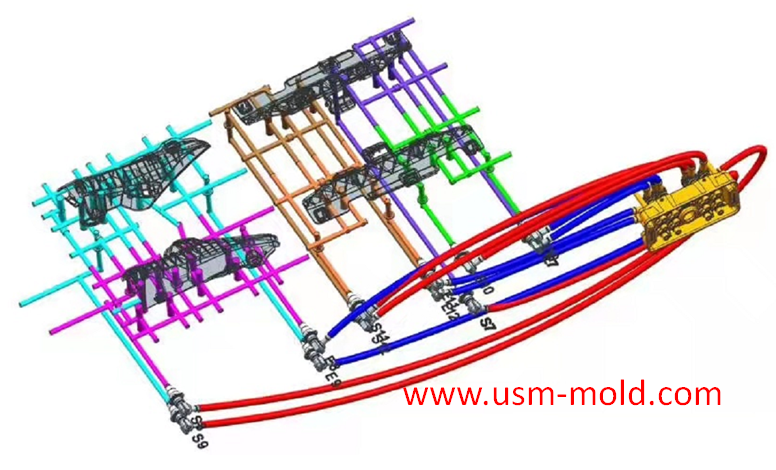
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view