 English
English русский
русский

Различия между полным и коротким выстрелом при литье с газовой поддержкой
Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел.
- Короткий выстрел
Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким сопротивлением заполнению формы, особенно для стержневых деталей, что позволяет значительно сэкономить сырье. Во время короткого выстрела следует впрыснуть часть смолы в полость и сердечник (обычно заполняется только 50% объема полости и сердечника), и сразу же впрыснуть газ в центр смолы, протолкнуть газ и получить полую пластиковую деталь. Для тонкостенных пластиковых деталей с высоким сопротивлением заполнению формы лучше использовать метод полного выстрела.
Для коротких выстрелов процент заполнения полости и сердечника пластиковым расплавом перед впрыском газа и время задержки являются основными факторами, контролирующими длину канала литника. Кроме того, дальнейшая усадка пластика сделает канал длиннее; если на ранней стадии впрыснуто слишком много пластика, длина потока газа будет недостаточной, но если впрыснуто слишком мало пластика, газ быстро проникнет через фронт потока пластика и вызовет отходы.
2. Метод вторичной полости (полный выстрел)
Метод формования с вторичной полостью, также называемый методом переливного колодца, представляет собой процесс полного выстрела (как показано на рисунке 2). Метод вторичной полости требует вторичной полости, которая может соединяться с полостью формы снаружи. Вторичная полость следует за основной полостью, игольчатый клапан между полостями открывается или закрывается с помощью гидравлического или воздушного цилиндра. Сначала закрывают вторичную полость, впрыскивают пластиковый расплав в полость, пока полость и сердечник не будут заполнены, затем открывают вторичную полость и впрыскивают газ в полость. Проникновение давления газа заставляет избыточный расплав перетекать во вторичную полость. Когда газ проникает до определенной степени, вторичная полость закрывается, давление газа продолжает увеличиваться для поддержания давления и подачи расплава в полость с сердечником, и, наконец, форма открывается для извлечения изделий.


_20250311083139A052.webp "Форма для прозрачного поликарбоната")
Методы контроля температуры пластиковой литьевой формы
Feb 15, 2022За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем...view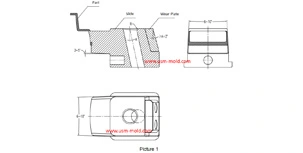
Советы по проектированию угла ползуна
Dec 4, 20231. Обычно все углы вставки ползуна не должны быть менее 3°, чтобы избежать чрезмерной силы самоблокировки и царапин; 2. Угол поверхности блокировки должен быть больше угла углового штифта на 2° или более;...view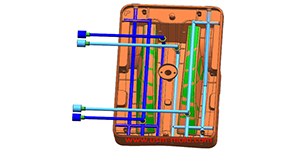
Принцип баланса температуры формы в проектировании системы охлаждения пластиковой формы
Feb 21, 2022Принцип баланса температуры формы: 1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью一致ной, но следует стремиться к тому, чтобы температура...view
Банановый литник в проектировании системы литников пластиковой литьевой формы
Feb 7, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view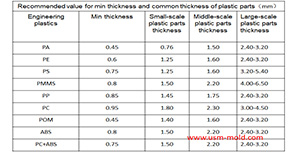
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view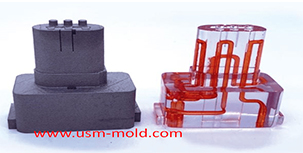
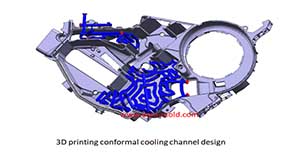
Конформный охлаждающий канал пластиковой литьевой формы
Feb 23, 2022Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати, благодаря своим особенностям обработки конформный охлаждающий литник может хорошо...view