 English
English русский
русский

Поставщик газового литья под давлением
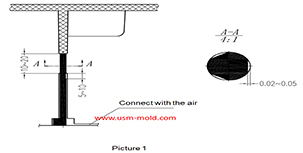 Штифт вставки для вентиляции формованных деталейШтифт вставки для вентиляции: Трудно сделать выхлопной паз, когда конечный канал не находится на разделительной поверхности во время литья, и нет подходящего зазора, но мы можем сделать вентиляционный штифт в конце...Больше+
Штифт вставки для вентиляции формованных деталейШтифт вставки для вентиляции: Трудно сделать выхлопной паз, когда конечный канал не находится на разделительной поверхности во время литья, и нет подходящего зазора, но мы можем сделать вентиляционный штифт в конце...Больше+
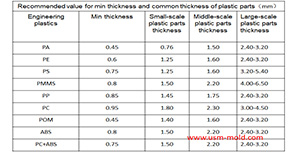 Принципы проектирования толщины стенок пластиковых изделийПринципы проектирования толщины стенок пластиковых деталей следующие: 1. Равномерная толщина стенок — первый принцип проектирования пластиковых деталей, это позволяет сделать заполнение, охлаждение и усадку равномерными...Больше+
Принципы проектирования толщины стенок пластиковых изделийПринципы проектирования толщины стенок пластиковых деталей следующие: 1. Равномерная толщина стенок — первый принцип проектирования пластиковых деталей, это позволяет сделать заполнение, охлаждение и усадку равномерными...Больше+
 Введение в литье с использованием водыКак и процесс литья с использованием газа, литье с использованием воды сначала впрыскивает кусок пластика в полость формы и на сторону сердечника, а затем впрыскивает воду, чтобы сжать расплавленный пластик...Больше+
Введение в литье с использованием водыКак и процесс литья с использованием газа, литье с использованием воды сначала впрыскивает кусок пластика в полость формы и на сторону сердечника, а затем впрыскивает воду, чтобы сжать расплавленный пластик...Больше+
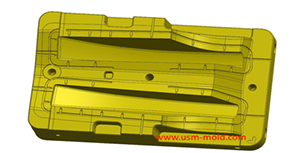
 Воздуховыпуск кондиционера автомобиляВоздуховыпуски автомобильного кондиционера обычно собираются из нескольких частей, классифицируются по их функциям и назначению: есть внешние формы, функциональные формы или формы, сочетающие внешние и функциональные аспекты.Больше+
Воздуховыпуск кондиционера автомобиляВоздуховыпуски автомобильного кондиционера обычно собираются из нескольких частей, классифицируются по их функциям и назначению: есть внешние формы, функциональные формы или формы, сочетающие внешние и функциональные аспекты.Больше+
 Принцип проектирования выхлопного пазаСистема выхлопа пластиковых форм также очень важна, если в изделии есть захват воздуха или система выхлопа неподходящая, это сильно повлияет на производство литьем под давлением и качество изделия...Больше+
Принцип проектирования выхлопного пазаСистема выхлопа пластиковых форм также очень важна, если в изделии есть захват воздуха или система выхлопа неподходящая, это сильно повлияет на производство литьем под давлением и качество изделия...Больше+
 Изделие медицинской литьевой формыМедицинские устройства предъявляют строгие стандарты к формам, в основном связанным с дизайном формы, сталью формы, точностью изготовления, санитарными условиями производства, условиями транспортировки и многими другими аспектами.Больше+
Изделие медицинской литьевой формыМедицинские устройства предъявляют строгие стандарты к формам, в основном связанным с дизайном формы, сталью формы, точностью изготовления, санитарными условиями производства, условиями транспортировки и многими другими аспектами.Больше+
 Управление проектамиМенеджер проекта в USM — это окно для внешнего общения и мост для внутренней передачи информации о клиентах.Больше+
Управление проектамиМенеджер проекта в USM — это окно для внешнего общения и мост для внутренней передачи информации о клиентах.Больше+
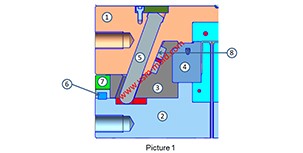 Сборка слайдера бокового выглубляющего механизмаНа рисунке 1 показан типичный механизм разделения и выглубления слайдера, управляемого направляющим штифтом, мы поговорим о составе и функциях бокового выглубляющего механизма. 1. Боковые формирующие части...Больше+
Сборка слайдера бокового выглубляющего механизмаНа рисунке 1 показан типичный механизм разделения и выглубления слайдера, управляемого направляющим штифтом, мы поговорим о составе и функциях бокового выглубляющего механизма. 1. Боковые формирующие части...Больше+
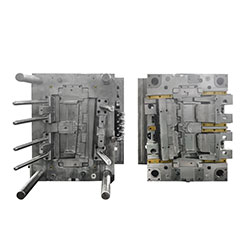
 Пластиковая литьевая форма с 64 полостямиМногополостная форма с 64 полостями означает, что за один цикл литья можно одновременно произвести 64 детали, что значительно повышает эффективность производства, экономит время и снижает затраты.Больше+
Пластиковая литьевая форма с 64 полостямиМногополостная форма с 64 полостями означает, что за один цикл литья можно одновременно произвести 64 детали, что значительно повышает эффективность производства, экономит время и снижает затраты.Больше+
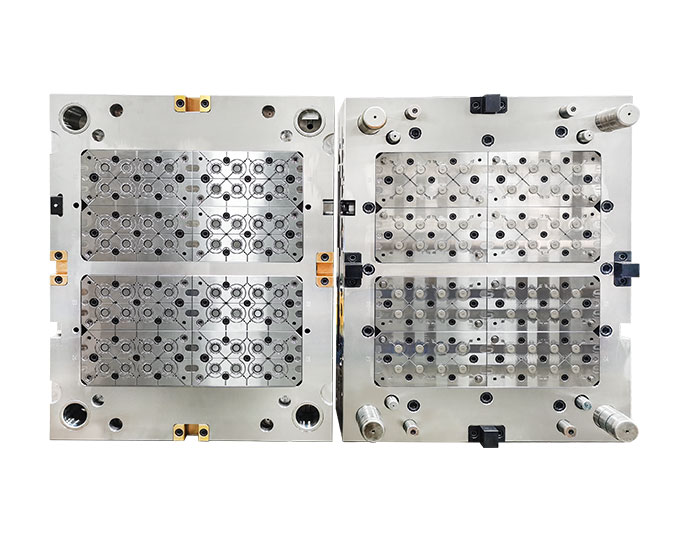 Многополостная формаМногополостная форма требует очень высокой точности обработки. Если ошибка обработки одной полости составляет 0,01 мм, то общий допуск обработки 64 полостей будет очень большим. Поэтому для изготовления многополостной формы требуется очень современное оборудование для обеспечения точности обработки.Больше+
Многополостная формаМногополостная форма требует очень высокой точности обработки. Если ошибка обработки одной полости составляет 0,01 мм, то общий допуск обработки 64 полостей будет очень большим. Поэтому для изготовления многополостной формы требуется очень современное оборудование для обеспечения точности обработки.Больше+