 English
English русский
русский

3 Прецизионных пресс-формы готовы к отправке в Германию
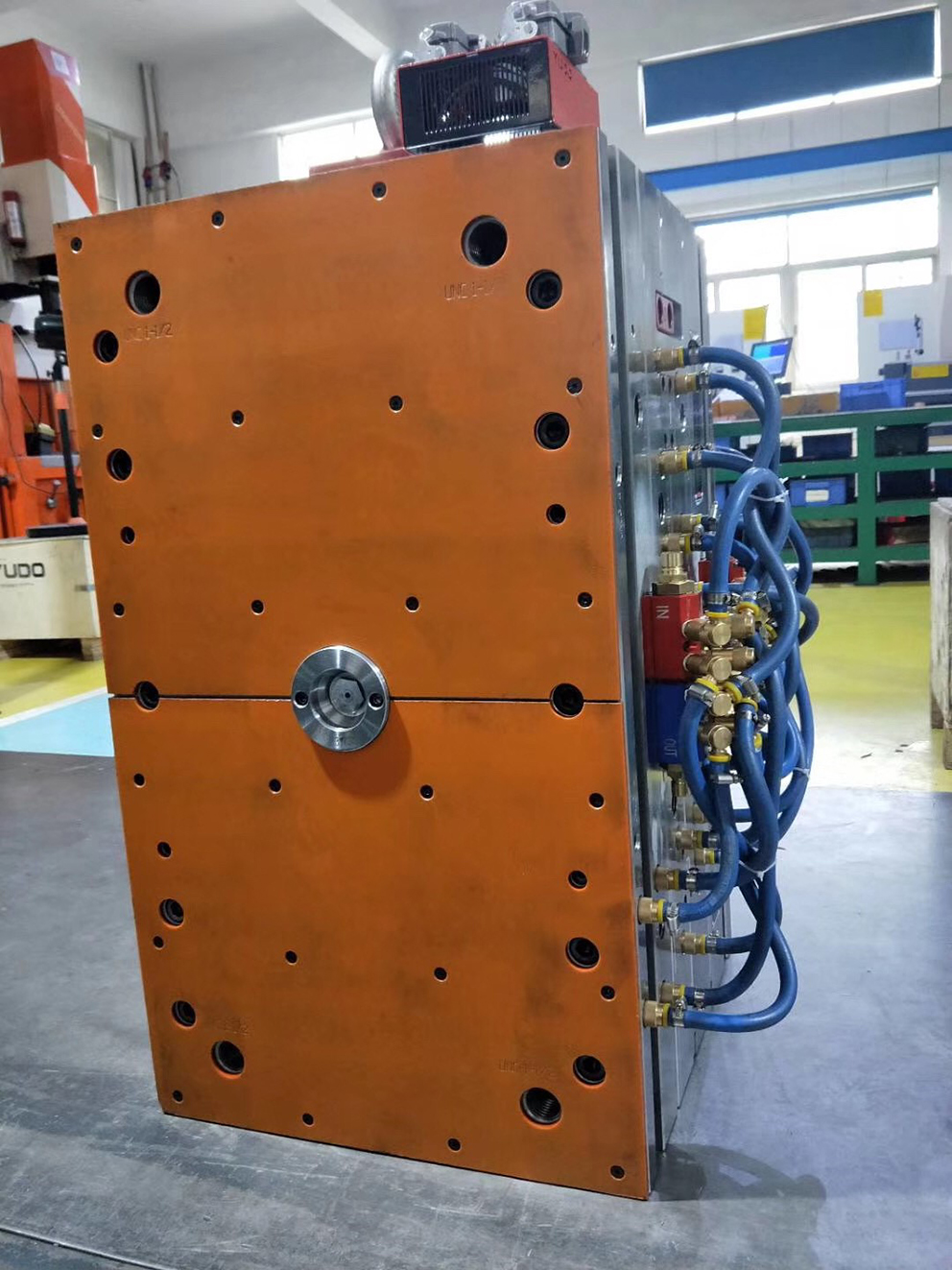
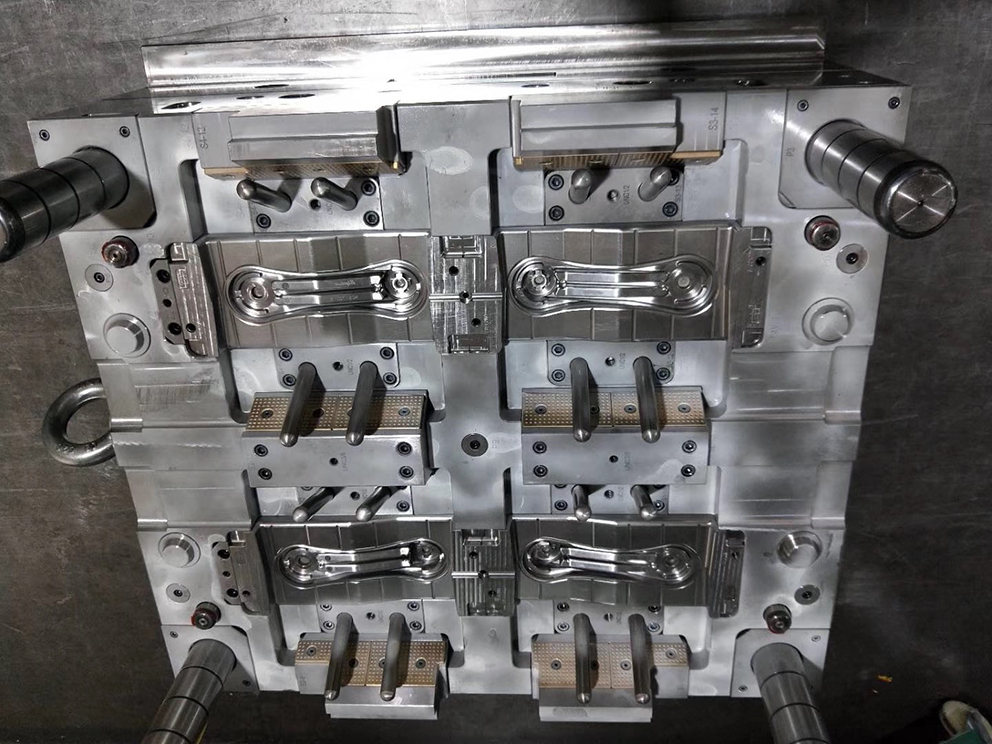
Через 2 месяца 3 пресс-формы были завершены и готовы к отправке. От отчета DFM до проектирования пресс-формы, производства и образцов T1 потребовалось 6 недель.
Для нас большая честь быть деловым партнером этого немецкого клиента с апреля 2021 года, и мы гордимся, что получили второй заказ от нашего клиента. В первый раз клиент приобрел одну пресс-форму у нас в качестве пробного заказа, но после того, как он получил образцы T1, он был очень впечатлен нашим инженерным обслуживанием, и затем был сделан следующий заказ.
Материал — PC+ABS класса V0, который легко корродирует пресс-формы, поэтому мы использовали импортированную сталь ASSAB, полость была обработана термообработкой HRC 50-52, ядро также было обработано термообработкой HRC 50-52, инжекционная система использовала горячий канал с прямым каналом Yudo, нестандартная пресс-форма LKM, запасные части использовались от DME, мы провели анализ потока пресс-формы перед производством, чтобы протестировать заранее, и обнаружили, что деталь будет деформироваться на 0,4 мм, поэтому инженер произвел корректировку и протестировал температурные различия с полостью и ядром, так что образцы T1 показали отличные результаты при испытаниях пресс-формы.
От «наших рук» до «рук клиента» требуется невероятное терпение. Благодарим нашу трудолюбивую, высококвалифицированную и талантливую команду за то, что мы смогли реализовать проект от идеи до готового продукта.

_20250311083139A052.webp "Форма для прозрачного поликарбоната")



Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view
Открытие блога USM
Oct 27, 2021Здравствуйте всем! Наш блог открывается сегодня, мы очень рады иметь возможность встретиться с вами здесь, добро пожаловать к нам в любое время, когда вам это понадобится. USM — это профессиональная компания по производству пластиковых литьевых форм и литью...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view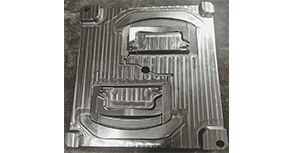
Ограничения технологии литья с газовой поддержкой
Apr 25, 2022Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются...view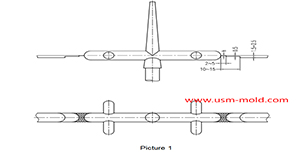
Вентиляция поверхности разделения системы литников
Mar 10, 2022В основном и дополнительном каналах содержится большое количество газа, который выводится через тягу (выталкивающий стержень) во время процесса впрыска, часть газа выходит через вентиляционный канал...view