 English
English русский
русский

Потолочная ручка автомобиля
_20250317101516A021.jpg) Основные принципы проектирования газового литья под давлением1. Сначала необходимо определить подходящие области толщины стенок, которые нужно впрыснуть и выглубить, а затем решить, как соединить их с газовым каналом; 2. Газовый канал должен быть сбалансированно расположен...Больше+
Основные принципы проектирования газового литья под давлением1. Сначала необходимо определить подходящие области толщины стенок, которые нужно впрыснуть и выглубить, а затем решить, как соединить их с газовым каналом; 2. Газовый канал должен быть сбалансированно расположен...Больше+
 Литье под давлениемUSM — профессиональный поставщик полного спектра услуг для компаний по литью пластмасс под давлением в Китае. Благодаря богатому опыту в изготовлении форм мы гарантируем массовое производство продукции в кратчайшие сроки.Больше+
Литье под давлениемUSM — профессиональный поставщик полного спектра услуг для компаний по литью пластмасс под давлением в Китае. Благодаря богатому опыту в изготовлении форм мы гарантируем массовое производство продукции в кратчайшие сроки.Больше+
 Форма для автомобильной решеткиПоверхность детали воздухозаборной решетки обычно подвергается нескольким видам обработки, таким как текстурирование кожи, пескоструйная обработка, покраска и гальванизация. Материалы обычно включают PP, ABS, ASA и т.д., а поверхность декоративной решетки бампера обычно обрабатывается текстурой кожи и пескоструйной обработкой, в основном из материала PP.Больше+
Форма для автомобильной решеткиПоверхность детали воздухозаборной решетки обычно подвергается нескольким видам обработки, таким как текстурирование кожи, пескоструйная обработка, покраска и гальванизация. Материалы обычно включают PP, ABS, ASA и т.д., а поверхность декоративной решетки бампера обычно обрабатывается текстурой кожи и пескоструйной обработкой, в основном из материала PP.Больше+
 Оборудование для газового литья под давлениемОборудование для газового литья включает в себя газовый управляющий блок и генератор азота. Это специальная и отдельная система от машины для литья под давлением, и ее единственный интерфейс с машиной для литья...Больше+
Оборудование для газового литья под давлениемОборудование для газового литья включает в себя газовый управляющий блок и генератор азота. Это специальная и отдельная система от машины для литья под давлением, и ее единственный интерфейс с машиной для литья...Больше+
 Детали формы со вставкамиЛитье со вставками — это процесс впрыска пластиковых деталей, где вставка может быть пластиковой или металлической, обычно это металлические детали или резьбовые элементы. Их необходимо зафиксировать в определенной области перед впрыском, чтобы после завершения впрыска они идеально подходили. Обычно такие изделия требуют высокого стандарта прочности.Больше+
Детали формы со вставкамиЛитье со вставками — это процесс впрыска пластиковых деталей, где вставка может быть пластиковой или металлической, обычно это металлические детали или резьбовые элементы. Их необходимо зафиксировать в определенной области перед впрыском, чтобы после завершения впрыска они идеально подходили. Обычно такие изделия требуют высокого стандарта прочности.Больше+
 Контроль качестваКачество — это душа USM в любое время. Процедуры контроля качества, обеспечения качества и мониторинга качества интегрированы в каждый этап работы, и все операции соответствуют стандарту ISO 90001.Больше+
Контроль качестваКачество — это душа USM в любое время. Процедуры контроля качества, обеспечения качества и мониторинга качества интегрированы в каждый этап работы, и все операции соответствуют стандарту ISO 90001.Больше+
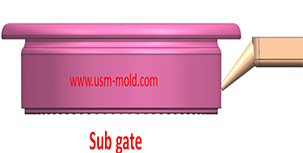 Подзатвор системы литников формы для литья пластмассДля достижения наилучшего качества литья необходимо тщательно выбирать тип затвора. Распространенные типы затворов: прямой затвор, боковой затвор, точечный затвор, подзатвор, клапанный затвор горячего литника и т.д. Среди...Больше+
Подзатвор системы литников формы для литья пластмассДля достижения наилучшего качества литья необходимо тщательно выбирать тип затвора. Распространенные типы затворов: прямой затвор, боковой затвор, точечный затвор, подзатвор, клапанный затвор горячего литника и т.д. Среди...Больше+
 Форма с предварительной деформациейОсновные причины деформации и искривления пластиковых деталей: 1. Неравномерная толщина стенок каждой части пластикового изделия приводит к деформации. Обычно основная часть изделия толще, а ребра тоньше, когда пластиковые детали охлаждаются.Больше+
Форма с предварительной деформациейОсновные причины деформации и искривления пластиковых деталей: 1. Неравномерная толщина стенок каждой части пластикового изделия приводит к деформации. Обычно основная часть изделия толще, а ребра тоньше, когда пластиковые детали охлаждаются.Больше+
 Форма для капельных наконечниковДвухцветное литье выполняется на одной и той же машине для литья под давлением одновременно с двумя впрысками, с двумя бункерами для впрыска и двумя разными затворами через две разные формы, но изделие извлекается один раз. Для этого требуются две формы в специальной машине для 2K-литья, чтобы завершить окончательный впрыск.Больше+
Форма для капельных наконечниковДвухцветное литье выполняется на одной и той же машине для литья под давлением одновременно с двумя впрысками, с двумя бункерами для впрыска и двумя разными затворами через две разные формы, но изделие извлекается один раз. Для этого требуются две формы в специальной машине для 2K-литья, чтобы завершить окончательный впрыск.Больше+